En esta ocasión les traigo un video tutorial sobre como configurar petg para imprimir. El petg es un material que tiene un poco mas de resistencia mecanica y a temperatura que el Pla pero tiene a veces sus pequeñas mañas.
En mi caso utilizo el Prusaslicer pero los mismos parámetros son validos para cualquier slicer.
Hace un tiempo que el PrusaSlicer ha mejorado los soportes y hace poco ademas agrego nuevas herramientas para el cambio de color. En el próximo video les muestro dos de ellas.
Les recuerdo que para que el cambio de color funcione correctamente la impresora debe ser compatible con el comando M600, si no lo tiene de fabrica en lo posible habrá que realizar una actualización del firmware.
De la mano de 3n3 traemos esta reseña y algunas recomendaciones de uso del material Epet o ecopet. Cabe aclarar que si bien el nombre es similar a PETG, el material es poliéster de origen ecológico (Polietileno tereftalato -PET-) y el comportamiento mas diferente que similar, aunque conserva algunas similitudes. La principal motivación a fabricar y usar EPET es poder usar un poliéster a precio de PLA ó inferior incluso con prestaciones diferentes, en muchos casos mejores, con un circuito más limpio, ayudando a la economía y al ambiente.• Uno de los desafíos es bajarle la temperatura de uso recomendada en impresora para hacerlo compatible con el parque impresor promedio (En el mercado se han visto versiones que requieren mucha temperatura y un rigurosisimo secado previo a imprimirse), el resultado final del desarrollo arroja esta recomendación de temperaturas de extrusión recomendadas:o 230~240º : Piezas de poco cuerpo, tiempos de capa bajos (cortos), piezas de poca duración en la impresión.o 245º: uso general 245~255º: Piezas de mucho cuerpo, con tiempos de capa elevados, piezas de varias horas de impresióno
Fans: Preferentemente siempre OFF (es muy bueno para voladizos y puentes sin fan) salvo tiempos de capa menores a 20 segundos.El material enfría rápido y se ajusta muy bien sin ventilación activa a voladizos y puentes.
.• Para hacer cambio de material, sea EPET entrante ó EPET saliente, se recomienda 245º•
• Recomendado alturas de capa NO SUPERIORES a 0.3mm, y nozzles de entre 0.2 y 0.6mmo .
Es un material propenso a imprimir a altas velocidades y mejorar resultados.
Si el tiempo de capa es muy bajo, el color puede desteñir, acusando sobrecalentamiento, en ese caso solo es estético pero puede ventilarse la capa ó bajar 10 ó 20º la temperatura de extrusión mientras el tiempo de capa sea bajo (si se ve alteración de color).
• Comodidades, ventajas de EPET mejor resistencia que PLA (Térmica y mecánica) mayor economía Apto para hotends encamisados de teflón y ALL METAL por igual. (Ventaja sobre PLA)
Requiere baja temperatura de cama caliente (entre 65 y 70ºC)
Casi nulo warping, como adherente requiere muy poca laca de cabello fuerte y dura muchas impresiones.
Es mucho más simple despegarlo de la base que cualquier otro material.
El Filamento no es quebradizo como suele ser la naturaleza del PLA
No emite ningún olor al imprimirse.
o Su precio es mas bajo que el de PLA
100% reciclable a igual nivel que una botella de PET usada.
Les dejamos dos ejemplos de epet verde lima y rojo carmín. Dos bisagras para una cámara frigorífica.
Hoy les traemos una muestra de como un cambio simple de drivers puede mejorar nuestra impresora notablemente.
En este caso realizamos el cambio de los drivers de la impresora Kuttercraft que viene con unos a4988 (prácticamente todas las maquinas hasta mediados de 2019 traían estos) por unos tcm2208 que se caracterizan por ser drivers silenciosos y de mayor resolución
Los tcm2208 tienen 3 formas de trabajo, en este caso nosotros vamos a utilizar el modo Legacy con lo cual trabajan prácticamente como reemplazo directo de los a4988, simplemente tenemos que realizar 4 pasos:
invertir el sentido de giro del motor, lo cual se puede hacer por firmware si tenemos acceso al código o por hardware invirtiendo los cables de los motores.
En el caso de tener una placa RAMPS como nosotros hay que remover el jumper mas alejado al capacitor en donde se conectan los drivers.
Mirar la posición de los pines dir y ground en lo drivers que sacamos y poner los nuevos asegurando que los pines coincidan con los anteriores. NO GUIARSE por otra cosa.
Ajustar la tensión de referencia (Vref) de los motores, para ello encontramos esta pagina que nos permite calcular la tensión de referencia de acuerdo al motor que tengamos.
Ademas les dejamos un link con la versión de marlin que nosotros compilamos en este enlace.
Sin mas, les dejamos un video del proceso y del resultado.
Seguimos con los tutoriales, en este caso les dejo uno mostrando unas herramientas muy interesantes que tiene el PrusaSlicer, los bloqueos y refuerzos de soportes.
Recuerden que pueden usar PrusaSlicer con cualquier impresora, no solo con impresoras Prusa, en el canal hay otro video que explica cómo agregar una impresora desde 0.
Hoy les dejo un video de Introducción a PrusaSlicer. Este es el laminador de Prusa basado en el antiguo Slic3r. En el video pueden encontrar un repaso por las características que tiene éste laminador así como algunos tips. Una cosa a tener en cuenta es que este laminador también tiene versiones para computadoras de 32bits asi que funciona en aquellas computadoras en las que el Cura ya a quedado obsoleto.
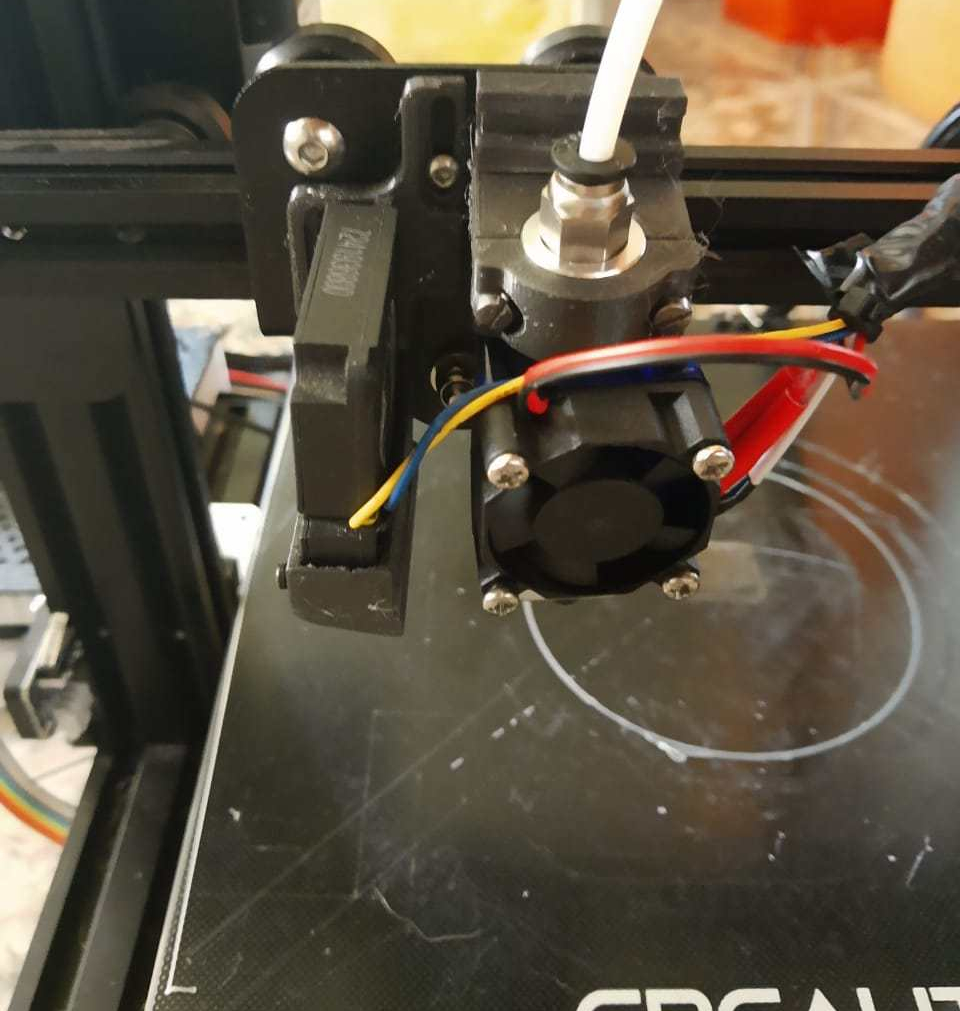
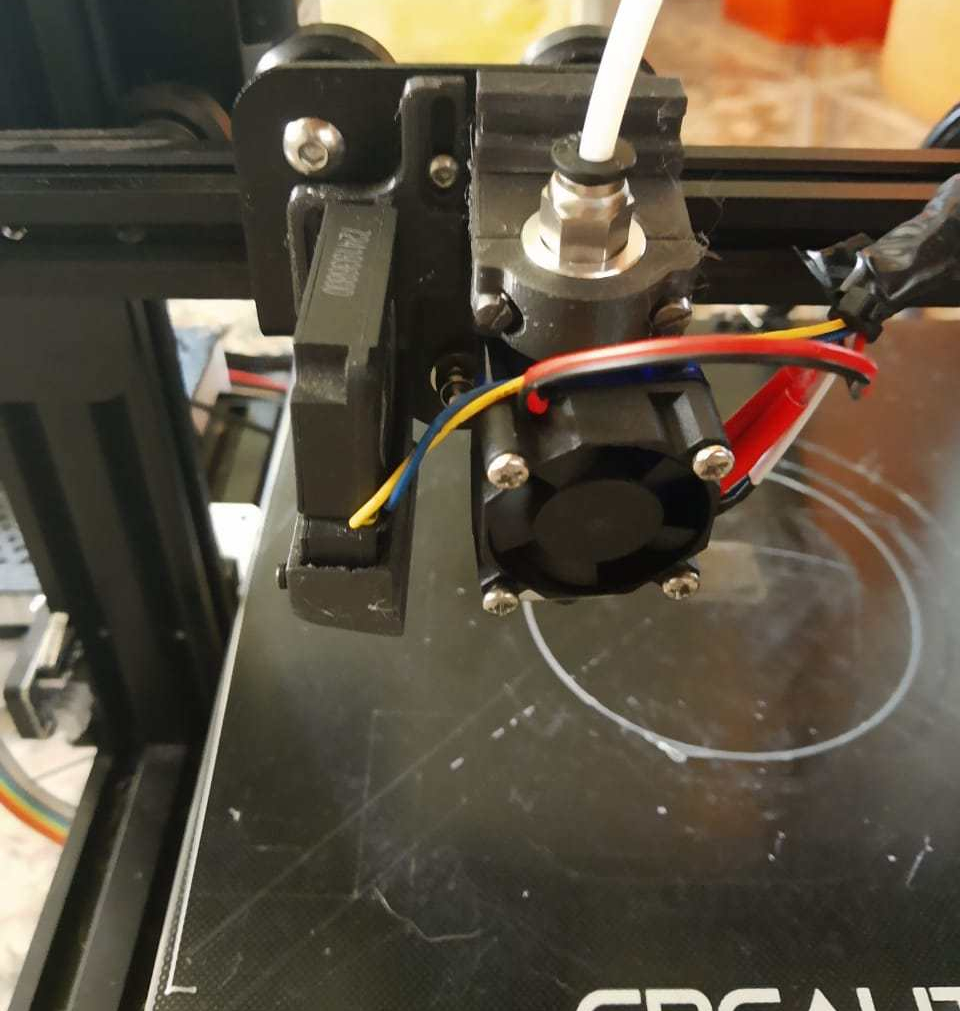
Hace unos días que veo varios usuarios con problemas con el hotend stock de la impresora Creality Ender-3, yo mismo tuve que reemplazar dos en esta semana. Ya que el mismo no se consigue fácilmente en el país y además no es de buena calidad, decidí reemplazarlo por uno tipo e3d v6. Para esto necesite:
un hotend tipo v6, el que tiene el barrel con el teflón integrado versión para bowden (la que tiene que acople para la manguera arriba)
el ducto para el disipador y el cooler (yo cambie todo pero se puede imprimir un ducto y adaptar el cooler original. )
tornillos y tuercas m3 de dos largos distintos. (ir a la ferretería con las piezas impresas y pedir los apropiados)
Una cosa muy importante a tener en cuenta es que al realizar el cambio de hotend, también tuve que reajustar la distancia de retracción, la misma la configure en 2mm y la velocidad de retracción a 40mm/s para pla. En Ultimaker Cura 4.5, por ejemplo la distancia de retracción para una Ender 3 viene configurada en 5mm, esto con el nuevo hotend me ocasionaba taponamientos, asi que hay que prestar mucha atención a eso.
Les dejo algunas imágenes de referencia, del hotend, como va colocado y los resultados.
Cabe aclarar que esto mismo sirve para las creality cr-10, magna 1 y si no me equivoco algunos modelos de la Tronxy como la grand x3.
Hoy les dejo un tutorial para configurar las impresoras la ultima versión de Cura para utilizar las impresoras Delta Overlord que fueron entregadas el año pasado en las escuelas técnicas del país. Esto sirve para computadoras con Windows de 64 bits.
En lo últimos días estuve grabando algunos tutoriales de el programa de modelado Paramétrico Onshape. Si no conocen este programa lo pueden buscar en http://www.onshape.com, es gratuito solo se crean una cuenta y tienen acceso a modelar online, las únicas desventaja es que sus modelos quedaran libres, si quieren que los modelos sean privados pueden pagar la suscripción y obviamente que si no tenemos acceso a internet tampoco podremos utilizarlo.
Si quieren conocer Onshape y saber como se utiliza, les recomiendo éste tutorial de CGGingenieria y los que le siguen en la serie.
Si ya saben utilizar Onshape les dejo el siguiente video para que sepan cómo instalar funciones adicionales como el generador de roscas y el generador de engranajes.
Cómo instalar plugins en Onshape
Generador de roscas y tornillos:
Generador de engranajes:
Los videos son bien básicos y sencillos pero cualquier duda que tengan pueden dejar un comentario.